津工場 「ものづくり」と「みらいづくり」の両立:「みらいづくり」へのこだわり



省エネ
製造技術の進化と設備導入・運用改善により、年間CO2排出量を大幅に削減。

生産設備・試験装置の省エネ化と運用改善
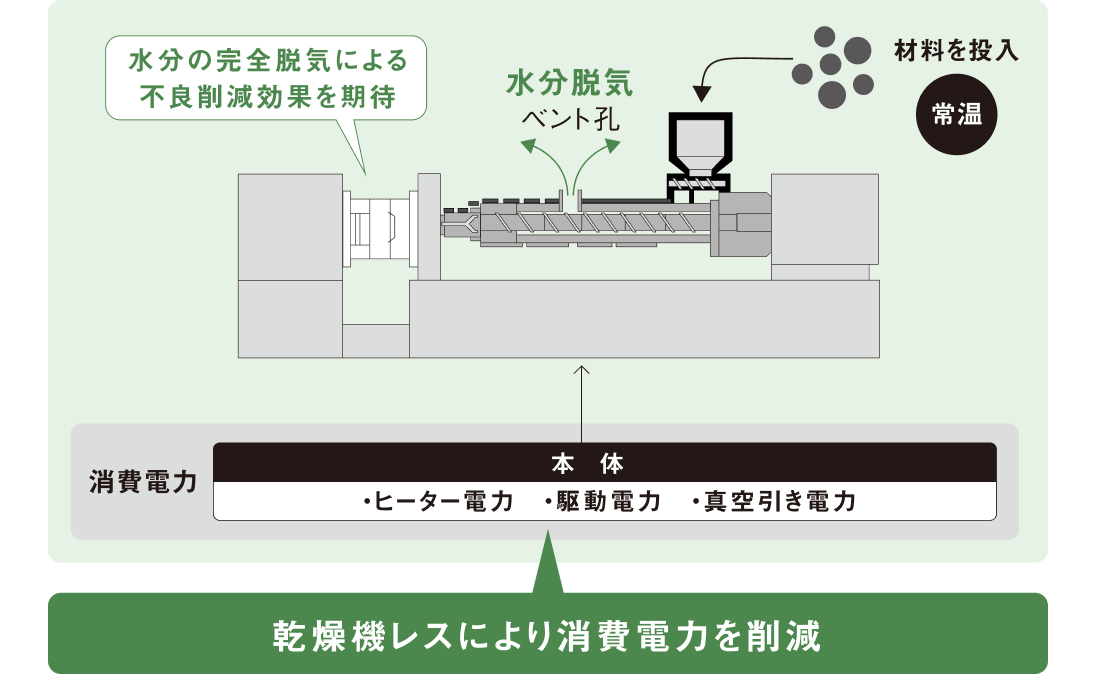
・ベント成形の導入
・省エネ型成形機の導入、試験装置の省エネモード活用
ベント成形とは:射出成形で材料の溶融・可塑化時に発生する水分やガスを、シリンダーの途中に設けられた「ベント孔」から排出する技術
従来成形:材料乾燥工程が必要
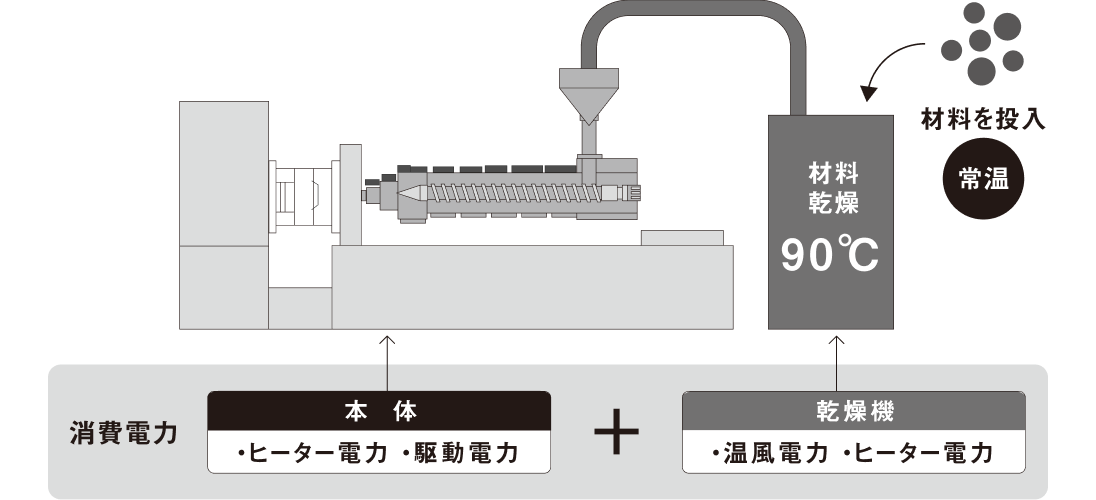
ベント成形:材料乾燥工程が不要
高効率設備の導入と運転効率の改善
・高効率コンプレッサー・インバーターの導入
・エアーコンプレッサー台数自動制御 など

空調設備の省エネ設備化と運用改善
・高効率エアコン更新
・外部制御による省エネ化
・タイマー制御等によるチラー運用改善
チラーとは:水などの液体を循環させて対象物を加熱·冷却することで、温度を一定に保つための装置

その他
・換気扇CO2センサ自動化
・非稼働時の設備停止
・電気温水器の更新 など
創エネ
再生可能エネルギーを用いて工場内で発電を行う。環境配慮と防災 / BCPを両立。

太陽光発電で創ったエネルギーを活用
工場内計1,867枚の太陽光パネルにより、年間約625MWhを発電。
製造活動や津市の津波避難ビルに指定される建屋の非常電源などに利用。

屋根に太陽光パネルを搭載したソーラーカーポート
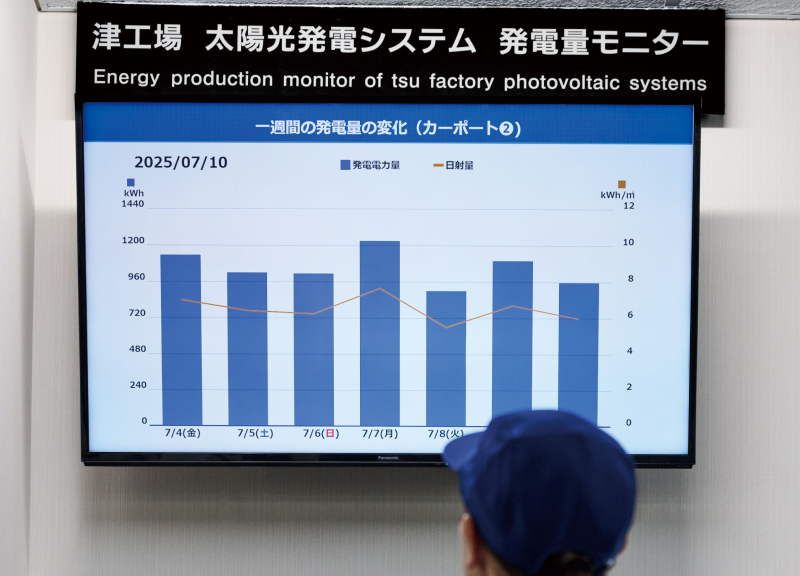
発電状況をリアルタイムで可視化するモニター

災害時の非常電源用の蓄電池
省資源化
消費資源の削減と循環型ものづくりの両輪で、限りある資源を未来につなぐ。

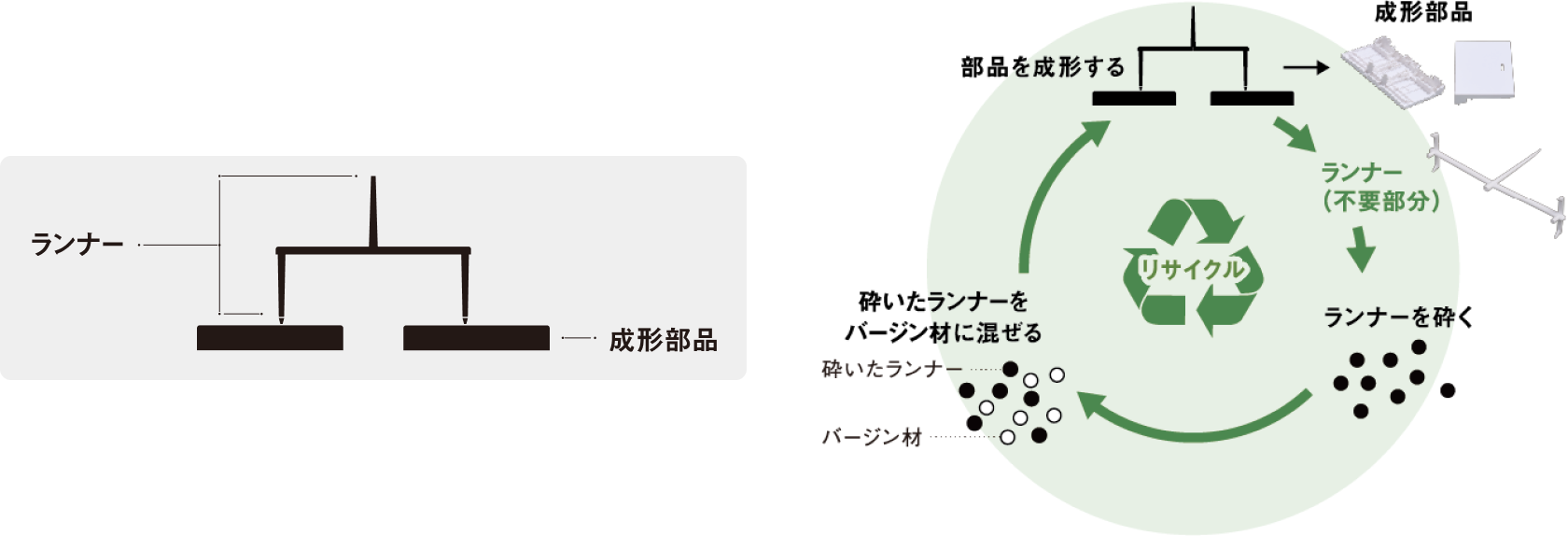
射出成形のランナーリサイクル
成形部品を作る過程で発生する端材(ランナー)を再利用。
ランナーとは:成形機のノズルからプラスチックを射出して金型内まで送り込むための流路のこと。
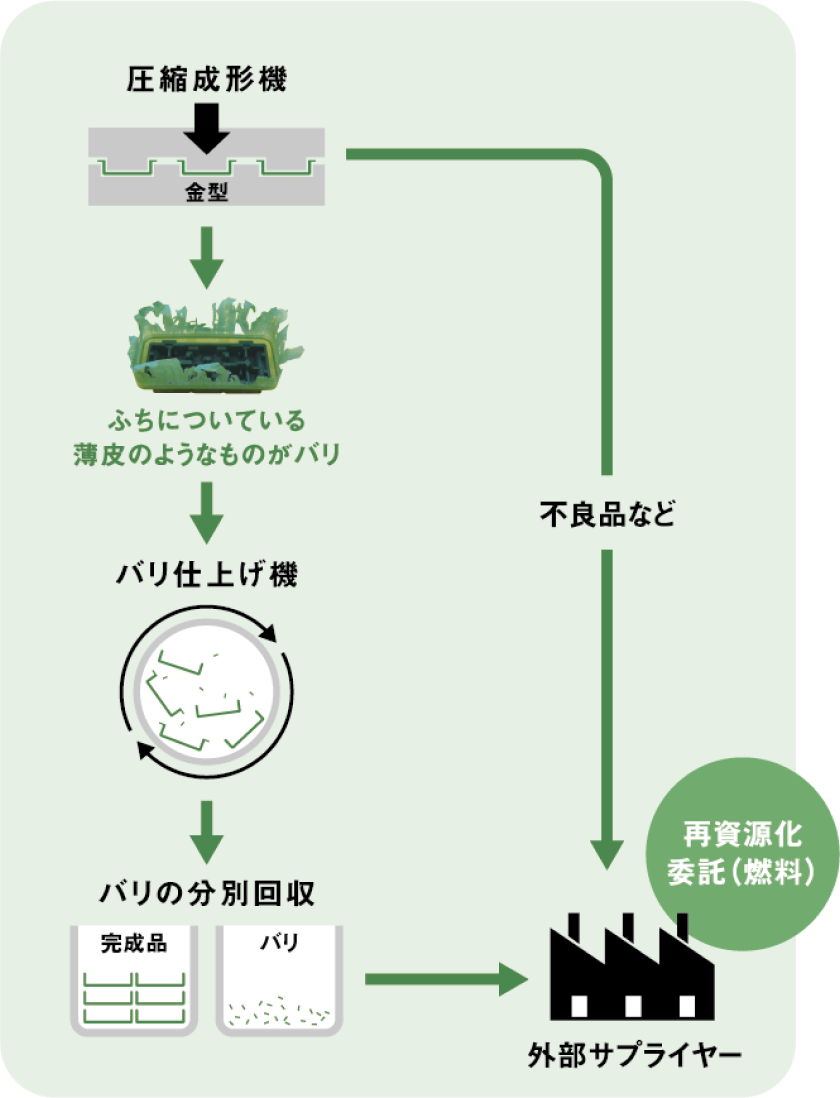
圧縮成形のバリリサイクル
圧縮成形の過程で発生する不良品やバリは、外部サプライヤーに送られ、燃料としてサーマルリサイクル。
バリとは:成形加工時に金型の隙問から材料がはみ出し、不要な部分が固まって残ったもの
リデュース活動
1.梱包表示内容の最適化

必要な表示のみを必要なサイズに配置することで印刷面積を縮小し、インク使用量を削減。
2.取扱説明書の電子化

QRコードを用いて、取扱説明書と施工説明書に簡単にアクセス。
施工現場での利便性を高めながら、紙の使用量を最低限に。
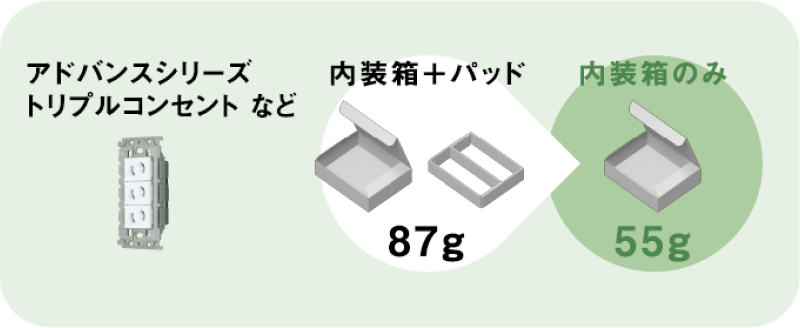
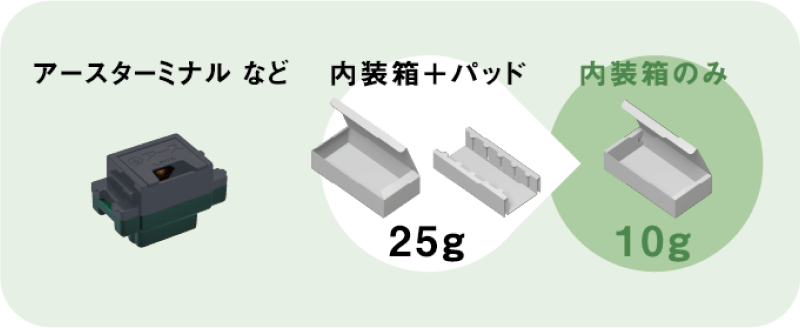
3.梱包の紙資源削減
不要なパッドを省き、梱包を必要最低限にすることで、紙の使用量を削減。
廃家電由来のリサイクル銅材を活用した配線器具
廃家電から回収した銅含有資源を高度選別により単一素材化し、一部製品の原料として使用。
古河電気工業(株)とパナソニック オペレーショナルエクセレンス(株)、パナソニックETソリューションズ(株)、津工場が連携。
銅リサイクル原料を不純物少なく高品位に分別し、「銅の資源循環」と「CO2排出量の削減」を同時に実現。

環境活動
廃棄予定の製品を一つ一つ分別し、可能な限り資源化。環境負荷の極小化に寄与。

リサイクルトレインによる廃棄物回収
廃棄物の一元管理により、確実な回収と分別漏れ防止を図る


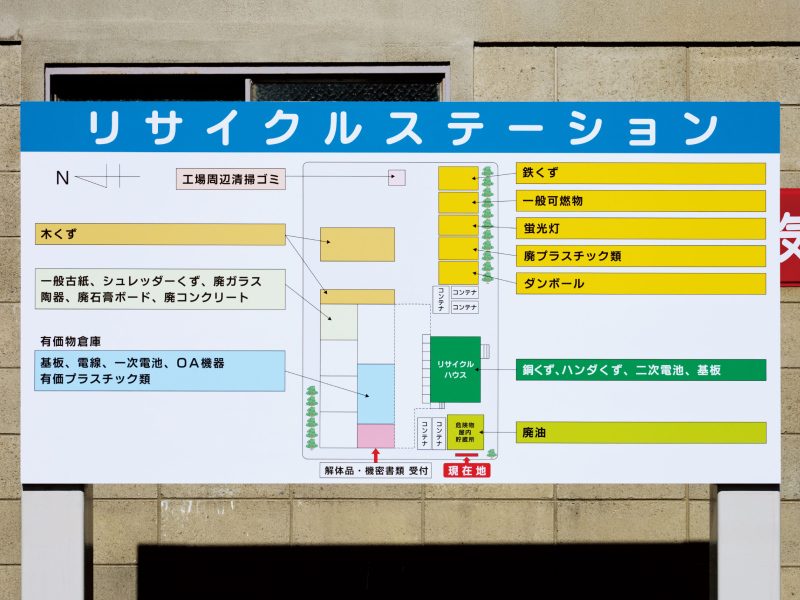
分別(リサイクルステーション)
廃棄物を解体後、材料の分別を徹底し、有価物に変えることで資源循環に貢献

クリーンアップ作戦
・工場周辺のゴミ拾い活動を年5回実施
・プラスチックごみをアクセサリーなどに生まれ変わらせるアップサイクル活動を不定期に実施